


塑鋼鋼襯在厚度是有正負(fù)差的,一般來(lái)說(shuō)窗戶所需求的鋼襯的厚度不小于一點(diǎn)五毫米,而門所需求的鋼襯則不小于兩毫米,其實(shí)這類產(chǎn)品不存在負(fù)差。鋼襯的材料一般選用A3熱軋帶鋼制造,關(guān)于優(yōu)質(zhì)門窗則選用冷軋薄鋼板或鋼板加工而成,板厚1.2mm,1.5mm、2.0mm三種居多。
鋼襯型材成型一般有兩種工藝:
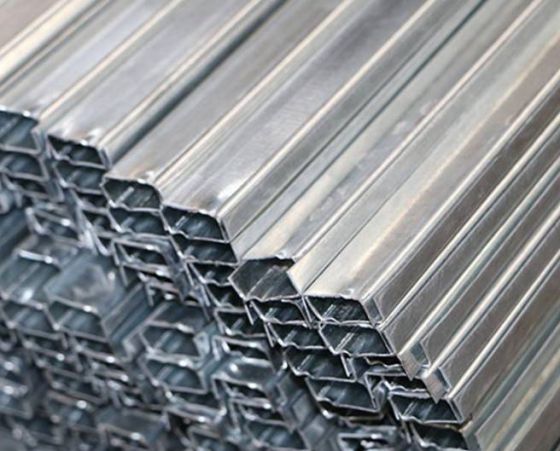
1、鋼襯滾壓成型,即經(jīng)過(guò)滾壓機(jī)將帶鋼滾壓成裝備所需求的槽鋼,該工藝原材料本錢較高且成型不甚規(guī)整,R角較大,與塑料型材合作接觸面較小,增強(qiáng)作用差。
2、鋼襯折邊成型,即經(jīng)過(guò)折邊機(jī)將鋼板條折邊成型,該工藝原材料本錢較低,且成型較規(guī)整,R角較小,與塑料型材合作接觸面較大,增強(qiáng)作用較好。
塑鋼鋼襯的技能要求:
1、鋼襯的材料,JG/T131-2000中規(guī)則鋼襯為開(kāi)口型式時(shí),應(yīng)選用不低于GB/T11253規(guī)則中的Q235鋼帶力學(xué)性能的材料軋制,表里外表進(jìn)行冷鍍鋅處理或直接運(yùn)用GB/T2518-1988中(100-PT-Z-L-B-厚度寬度)的熱鍍鋅鋼帶軋制。
鋼襯為沉默時(shí),應(yīng)運(yùn)用不低于GB/T11253規(guī)則中Q235鋼帶材料軋制,表里外表應(yīng)進(jìn)行熱鍍鋅處理。
2、鋼襯尺度公役,鋼襯的尺度誤差應(yīng)契合JG/T131-2000中規(guī)則。
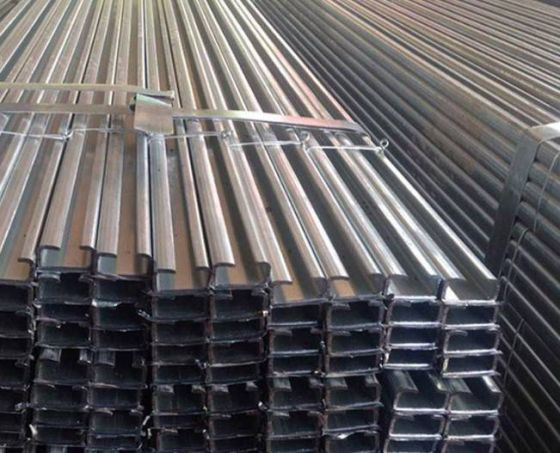
3、塑窗鋼襯的外表處理,鋼襯外表進(jìn)行熱鍍鋅(12μm)外表處理。答應(yīng)鋼襯在機(jī)械除銹或酸洗除銹后,再涂?jī)蓪臃冷P漆來(lái)替代熱鍍鋅。優(yōu)質(zhì)門窗所用鋼襯應(yīng)在熱鍍鋅和下料切開(kāi)后再涂一層防銹漆。
4、鋼襯長(zhǎng)度,鋼襯在加工成形和外表處理之后,其原件長(zhǎng)度一般為6m,也有按門窗裝配廠的訂購(gòu)要求長(zhǎng)度出產(chǎn)或許按3m、4.5m出產(chǎn)的。在鋼襯包裝、運(yùn)送及儲(chǔ)存中應(yīng)避免變形、生銹、散包等。
